



Thermolaquage cadre vélo entre beauté et science !
- Affichages : 4679
Quand il a fallu décider de la technique à employer pour peindre mes cadres de vélo, le thermolaquage ou peinture électrostatique c’est imposé de facto. En effet le thermolaquage (Powder coating) est un processus industriel qui, bien que complexe, offre de nombreux avantages. Il permet d’obtenir un rendu visuel de qualité, un revêtement avec grande résistance aux agressions extérieures et une durabilité accrue des pièces traitées.
Thermolaquage, ma technique en 3 étapes !

C’est un procédé largement utilisé pour traiter et protéger des surfaces métalliques (ferreux et non ferreux), ce procédé ne se résume pas à une simple couche de peinture. C’est bien plus que cela. Il s’agit en réalité d’un processus en trois étapes qui garantit non seulement une certaine esthétique, mais aussi une durabilité des cadres de vélo que je fabrique.
La préparation : la clé de la réussite
La première étape du thermolaquage c’est la préparation. La surface de l’objet à peindre doit être parfaitement propre et prête à recevoir la poudre qui viendra ensuite. Pour ce faire, on élimine les résidus de soudure, les bavures de perçage. L’objectif de ce nettoyage est de se débarrasser des impuretés et irrégularités qui pourraient gêner l’adhérence de la poudre.
Ensuite, vient le temps du sablage. Pour ce faire on projette à grande vitesse sur la pièce un agent abrasif (grenaille d’acier, corindon) avec de l’air comprimé, j’utilise pour cela du sable de silice. Le sablage permet de créer une certaine rugosité sur la surface de la pièce. Cette rugosité est cruciale car elle permettra d’améliorer l’accroche (le pouvoir d’accrochage) et l’adhérence de la poudre lors de l’étape suivante.
Avant l’application de la peinture en poudre, dernière petite opération masquer les endroits où la poudre ne doit pas être appliquée. Pour ce faire j’utilise des bouchons imprimés en 3D pour protéger les filetages, alésages, boîtier de pédalier, etc. !
Poudrage : quand la science s’en mêle !
Passons maintenant à la seconde étape : le poudrage. C’est ici que la magie opère. Un pistolet spécifique est utilisé pour projeter à basse pression des particules de poudre thermodurcissable (époxydiques, polyesters, polyuréthanes, acryliques ou polyamides) sur la pièce. Ces particules se déposent naturellement sur la pièce par effet électrostatique. C’est un peu comme si chaque particule de poudre était un petit aimant attiré par la pièce à peindre. C’est grâce à ce principe que l’on peut atteindre tous les recoins de la pièce de manière uniforme, quelles que soient sa forme et sa complexité. Cela permet d’obtenir un rendu final de qualité, sans démarcations, irrégularités ou coulures.
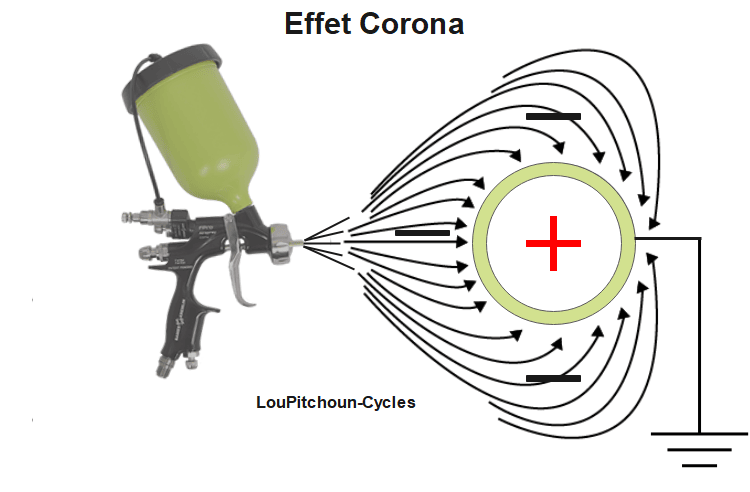
Principe physique de la pulvérisation électrostatique !
Un grand principe en physique stipule que les charges de polarité similaires se repoussent et les charges de polarité opposées s’attirent. Ce principe s’applique également aux aimants : les pôles identiques se repoussent, tandis que les pôles opposés s’attirent. Lorsqu’une poudre chargée électriquement est projetée sur un objet mis à la terre avec une polarité opposée, elle sera naturellement attirée vers cet objet.
Il est important de noter que l’on doit prêter une attention particulière à la qualité de l’air utilisée pour projeter la poudre. La présence d’humidité dans l’air comprimé n’est pas compatible avec une bonne application de la peinture donc il faut penser à purger le compresseur d’air !
Polymérisation : la touche finale
Enfin, la pièce recouverte de poudre thermodurcissable passe dans un four où elle est chauffée à environ 180 degrés. Cette étape s’appelle la polymérisation. Pour être plus précis la poudre passe par trois étapes distinctes :
- La fusion ;
- La gélification ;
- Et enfin la polymérisation.
C’est un procédé où des molécules se combinent ensemble, la poudre se durcit et se stabilise pour former un revêtement (polymère), contre les agressions extérieures. En plus de sa robustesse, cette couche apporte de belles finitions avec une large gamme de couleurs.
Peinture électrostatique : défauts et causes !
Pour finir, quelques exemples de défauts avec quelques-unes des causes possibles !
Couleur non uniforme :
- Température du trop basse ou pas homogène.
- Épaisseur de la poudre variable par endroits.
Effet peau d’orange :
- Trop d’épaisseur de poudre.
- Température du four trop faible.
- Tension électrostatique trop élevée.
Bulles, cloques voire trou ici et là :
- Pièces chargées d’humidité lors de la polymérisation.
Peinture n’accroche pas ou se désagrège par endroits :
- Mauvaise préparation, pièce mal nettoyée.
Présence de résidu huiles, graisses, etc.
- Sablage mal effectué
Nos objets du quotidien sont le fruit de nombreux processus industriels, dont certains peuvent nous sembler mystérieux. Alors, la prochaine fois que vous regarderez un objet métallique thermolaqué, pensez à toutes les étapes par lesquelles il est passé avant d’arriver entre vos mains.
 Livraison : à domicile ou en point relais.
Livraison : à domicile ou en point relais.  Données bancaires sécurisées par Payplug
Données bancaires sécurisées par Payplug